
 English
English  عربى
عربى  中文简体
中文简体
Reminder information

May 25, 2026
Content
A Modular Iron Chip Crusher resolves the critical operational bottleneck of bulky, bird-nest metal swarf management by mechanical reduction of long, continuous metal turnings into small, uniform chips. This structural volume reduction compresses raw scrap profile density by up to 80%, substantially cutting warehousing footprints, lowering logistics transport overheads, and maximizing coolant fluid reclamation yields by up to 95% during subsequent centrifugal separation cycles.
The processing efficiency of a modular shredding machine relies on a dual-shaft or single-shaft high-torque cutting mechanism rotating at low structural speeds. As continuous bundles of ductile iron or carbon steel turnings enter the hopper mouth, specialized hook-shaped alloy knives grab the outer perimeter of the swarf nest.
The material is forced against a stationary counter-knife block, shearing the metal strands along crystalline stress lines. This low-speed, high-torque configuration prevents heat buildup and eliminates the risk of sparks or localized combustion, making it an incredibly safe method for processing scrap saturated with volatile petroleum-based cutting oils.
To ensure proper integration into automated machining cells or centralized scrap collection yards, the machine parameters must match the volume output of the manufacturing plant. The specific physical performance indices below demonstrate how modular scaling matches diverse floor operations.
| Performance Attribute | Compact Cell Module | Centralized Plant Module |
|---|---|---|
| Throughput Capacity (Steel/Iron) | 200 to 400 kg/hour | 1500 to 3000 kg/hour |
| Main Drive Motor Power | 5.5 kW to 7.5 kW | 30 kW to 45 kW |
| Post-Crush Chip Length Profile | Under 15 mm uniform chips | Under 25 mm shovelable scrap |
| Structural Footprint Size | 1100 mm x 850 mm | 2800 mm x 1800 mm |
Raw, un-crushed iron turnings act as a structural sponge, holding vast amounts of expensive emulsified cutting fluids on their high surface areas. Processing loose turnings directly through a centrifuge is highly inefficient because the long structural nests tangle inside the spinning drum, causing massive mechanical imbalances.
Industrial Processing Example: A mid-sized automotive casting plant generating 50 tons of iron turnings monthly was losing roughly 120 liters of cutting oil per ton of un-crushed swarf. After implementing a localized modular crushing unit to reduce the swarf profile down to 10 mm loose chips, their secondary chip wringer recovered 5400 liters of clean coolant oil monthly, yielding direct chemical procurement savings of over 14,000 dollars within the first quarter of operation.
Industrial scrap streams often contain tramp metal contaminants, such as dropped bolts, broken carbide tooling inserts, or heavy structural bar ends. To prevent catastrophic knife damage or drive shaft fracturing when un-crushable objects enter the chamber, modern modular units feature an integrated PLC controller that constantly monitors the electric current draw of the main drive motor.
The primary advantage of a modular structural layout is the ability to service the cutting assembly without stripping down the entire mechanical frame. High-wear cutting rings are mounted onto hexagonal shafts using precision-machined locking collars. When knife edges dull after processing high volumes of abrasive cast iron, maintenance teams can slide out the complete shaft cassette assembly, replace individual worn blade modules, and return the machine to service within a brief, two-hour scheduled maintenance window.
Related Products
 Model:TYSK-630T Drill Pipe, Joint & Coupling Lathe
Model:TYSK-630T Drill Pipe, Joint & Coupling Lathe
The machine adopts a FANUC CNC system with stable processing accuracy and flexible programming functions to ensure that the processed parts meet strict industry standards. The high torque and heavy-load design can cope with long-term continuous work and has strong durability.
 Model:TYSK-1355 Oil Pipe Processing Lathe
Model:TYSK-1355 Oil Pipe Processing Lathe
The machine adopts a FANUC CNC system with stable processing accuracy and flexible programming functions to ensure that the processed parts meet strict industry standards. The high torque and heavy-load design can cope with long-term continuous work and has strong durability.
 Series:TYSK-NKJ Screw-on machine/Casing and tubing coupling bucking unit
Series:TYSK-NKJ Screw-on machine/Casing and tubing coupling bucking unit
The machine uses a hydraulic motor, mechanical floating mechanism, and real-time torque detection, adapts to material bending, and prevents material deformation. Auxiliary machines are configured to help with semi-automation.
 Long, heavy material solutions Automatic loading and unloading mechanism for pipe threading
Long, heavy material solutions Automatic loading and unloading mechanism for pipe threading
The special flexible support mode can effectively reduce the influence of workpiece bending on processing and improve the yield. Strictly matching with our pipe threading lathe.
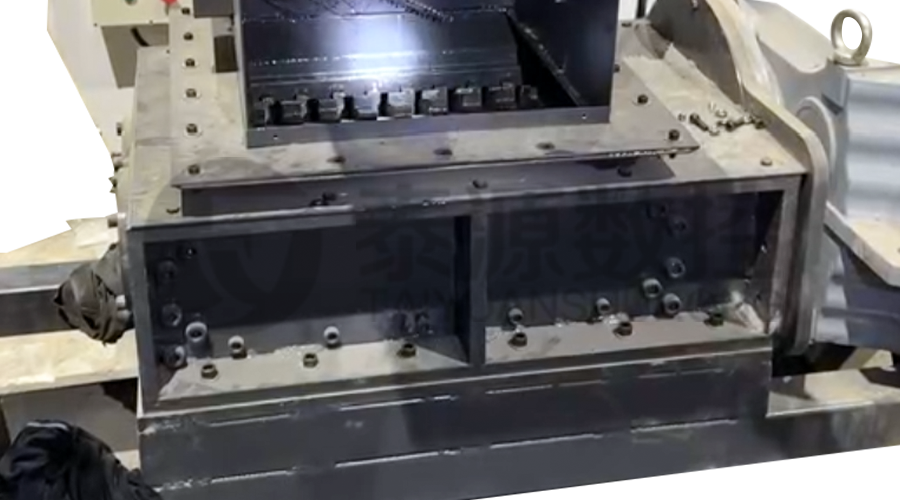
Modular Iron Chip Crusher High strength crusher for chip
The blades are made of high-strength materials and reasonably placed at the exit of the chip extractor to break the clump iron chips.Reduce the risk of rollback and improve waste frame utilization.
 Series:TYSK-HB Semi-automatic wear-resistant band welder
Series:TYSK-HB Semi-automatic wear-resistant band welder
Applicable to ARNCO 100XT, 200XT, 300XT. Support φ1.2-2.0 cored or solid wire surfacing welding.Can be equipped with single gun spray welding and double gun spray welding two ways. Support PLC or CNC system control.
 Model:TYSK-XQJ-550 Medium & Large PTFE Film Skiving Machine
Model:TYSK-XQJ-550 Medium & Large PTFE Film Skiving Machine
Designed to process blanks with a maximum diameter of 550 mm and a maximum length of 1000 mm. We can also customize according to the needs of users. Friendly change speed and thickness with CNC.
